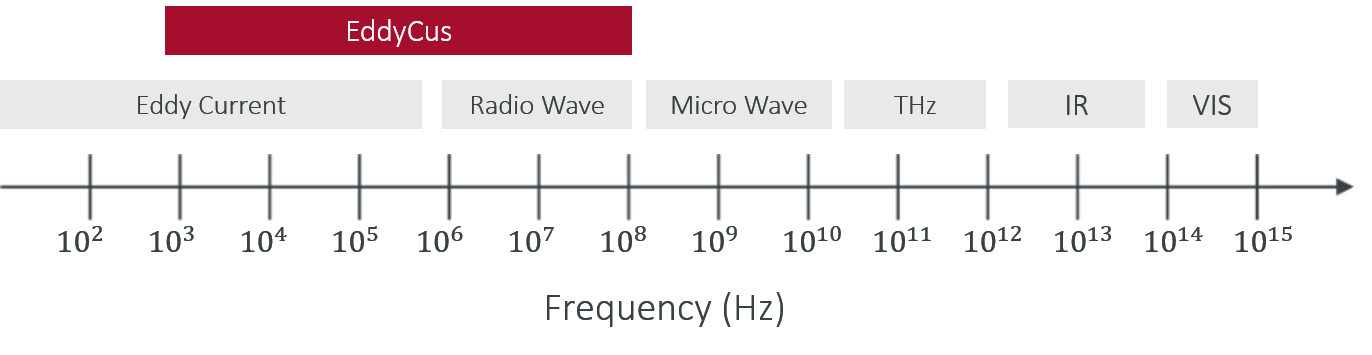
涡流检测方法利用局部电导率的变化来表征质量特性,例如厚度、方块电阻、材料均匀性以及被测样品中的其他物理变化。复杂的涡流信号包含被测材料的多种信息,在许多情况下可通过简单或复杂的算法加以分离。所采用的高性能涡流电子设备提供 10 kHz 至 100 MHz 的宽频率范围,可根据不同应用实现不同的灵敏度和穿透深度。所有 SURAGUS 产品均配备用户友好型软件,支持快速实时评估。
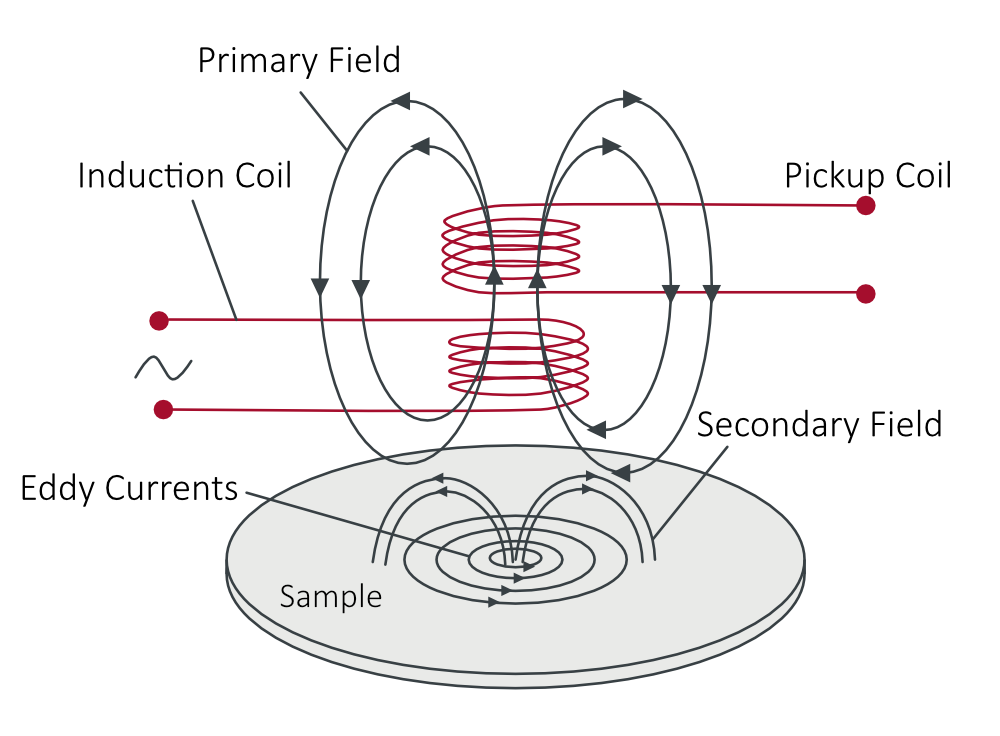
涡流检测法是一种无损评估方法。由于裂纹会导致极大的局部电导率变化,该方法被广泛应用于裂纹检测。此外,在众多其他应用场景中,高灵敏度、高空间分辨率的电导率分析同样能有效解决各类检测任务。其基本原理如下图所示。
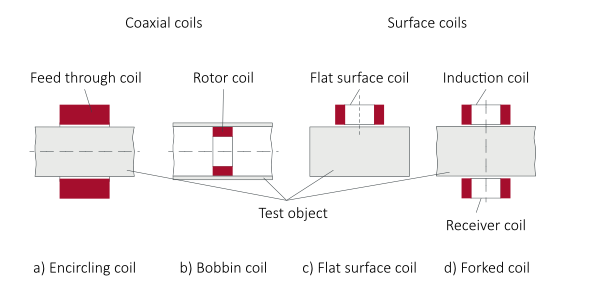
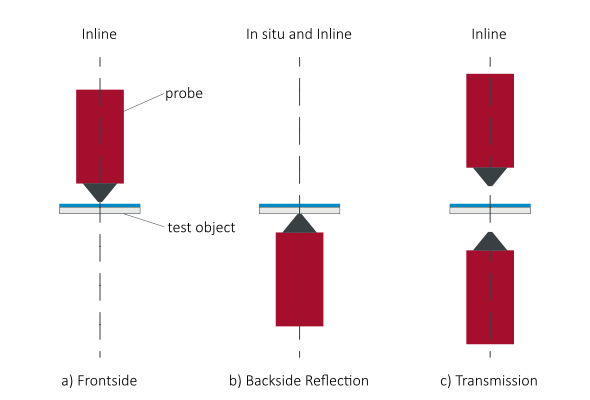
适用于不同应用的非接触式检测方案:
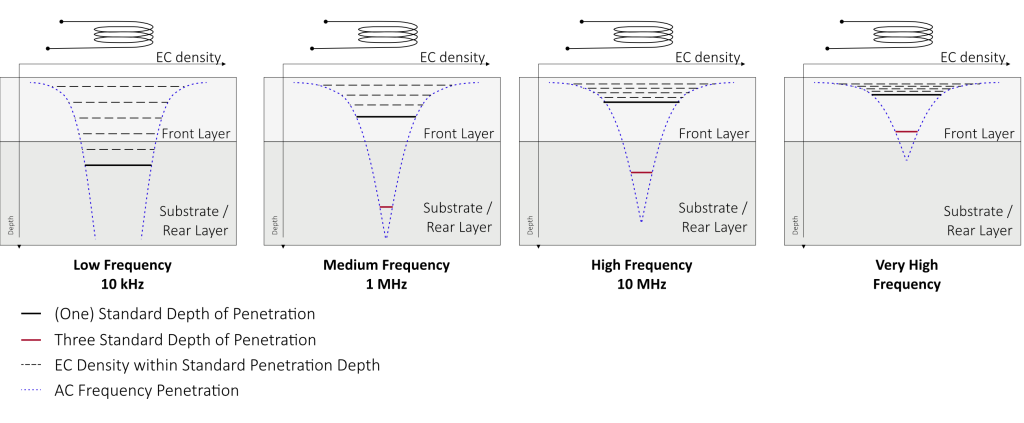
涡流检测的灵敏度取决于缺陷位置处的涡流密度,因此必须充分考虑缺陷处感应涡流的强度。通常,应选择合适的测量设置、频率和传感器,使预期缺陷位于一个标准穿透深度以内,从而确保涡流强度足以产生有效的缺陷响应信号。
穿透深度取决于材料的磁导率、电导率以及激励频率。
标准穿透深度是选择块体材料检测方案时的重要参数。涡流穿透材料的深度受交变电流频率、样品电导率和磁导率的共同影响:频率越高、电导率和磁导率越大,穿透深度越小。涡流密度衰减至表面密度的 1/e(约 37%)所对应的深度,即为标准穿透深度(δ 或 1δ),是块体材料检测的理想设置基准。在三倍标准穿透深度(3δ)处,涡流密度仅为表面密度的约 5%,更深处的缺陷或变化对测量信号的贡献已微乎其微,因而难以检测。因此,使标准穿透深度(1δ)与目标特性所在深度相匹配的测量方案,可获得最佳检测效果。SURAGUS 提供多种不同频率范围的传感器,以实现对不同材料特性的最优检测。
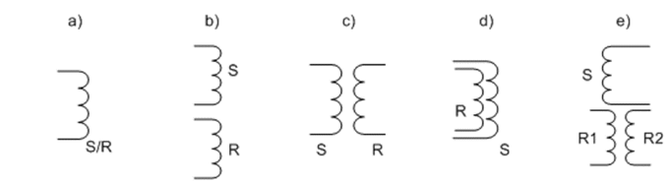
在给定频率和位置下,涡流测量值位于 P0 点。当样品进入磁场或移动至不同位置时,复数值向 P1 偏移。
通过数据解析可分离电容效应与电阻效应,例如将数据投影至 X 轴或 Y 轴。
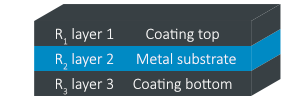
与四探针法相比,涡流法的最大优势之一在于能够测量隐藏层——即位于其他层之下、无法从外部直接接触的层。涡流法无需与被测层直接接触,即使传感器与被测层或材料之间存在数毫米的间距,仍能实现高效测量。
例如,非导电基材上可能在绝缘层下方沉积有导电层。涡流法可以表征该导电层,甚至在不同导电层的电导率存在显著差异时,还能将其逐一分离。如需精确评估您的具体应用是否适用涡流测量,欢迎联系我们的技术团队。
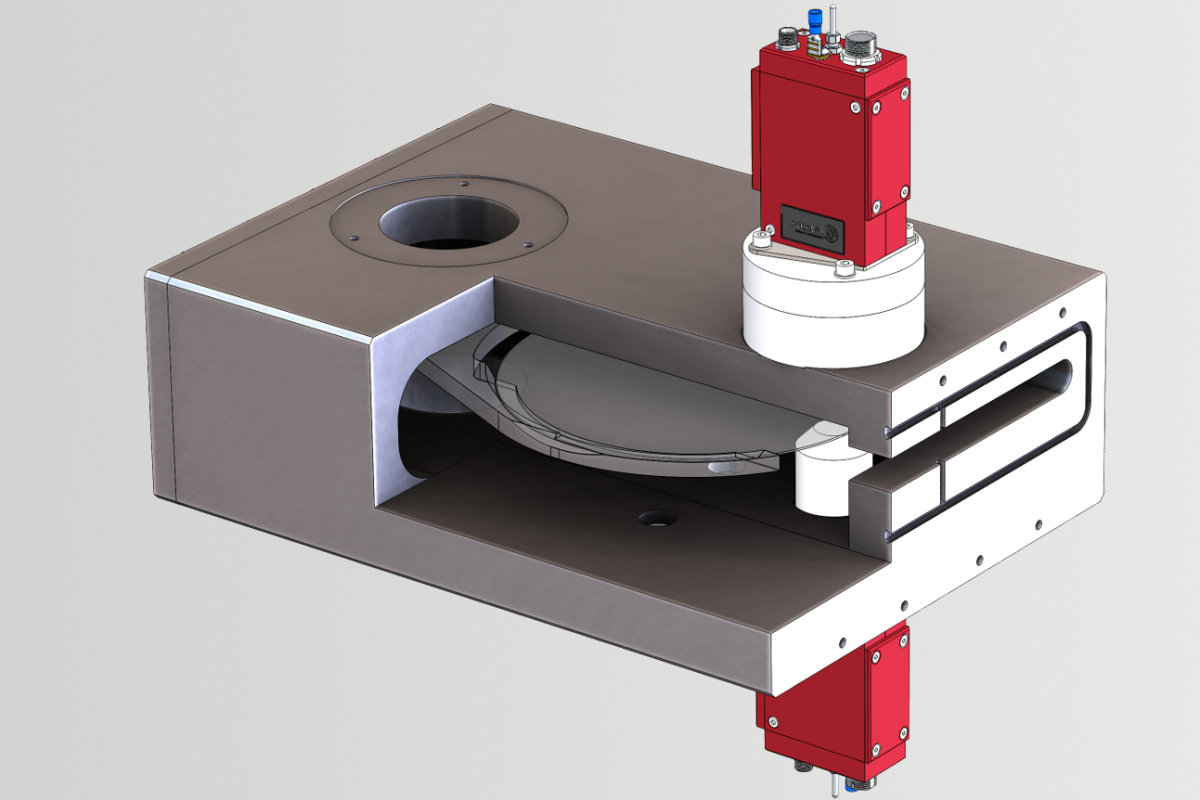
涡流测量方案包括单面和双面两种配置,两者各有优缺点,均被广泛采用。
双面透射模式传感器可在较大的传感器-晶圆间距下工作,对晶圆表面垂直位置的容差极高。这意味着同一套设备可直接测量不同厚度的晶圆,无需耗时的重新设置。大型传感器元件的间隙可达 100 mm,使双面透射模式非常适合机械手搬运及工艺设备集成,且无需额外的设备空间或处理时间。
反射模式(单面,正面或背面)仪器最适合小至 1 mm 的检测光斑。其代价是需要精确的距离控制,且灵敏度受到一定限制。但这一特性也使得穿透深度的调节成为可能,从而可以专注于碳化硅 (SiC)、砷化镓 (GaAs) 和硅 (Si) 材料在铸锭和晶棒级别的表面区域电阻率测量。
频率范围的灵活性支持宽量程测量方案,使同一套设备能够实现跨越 6 个数量级的测量。
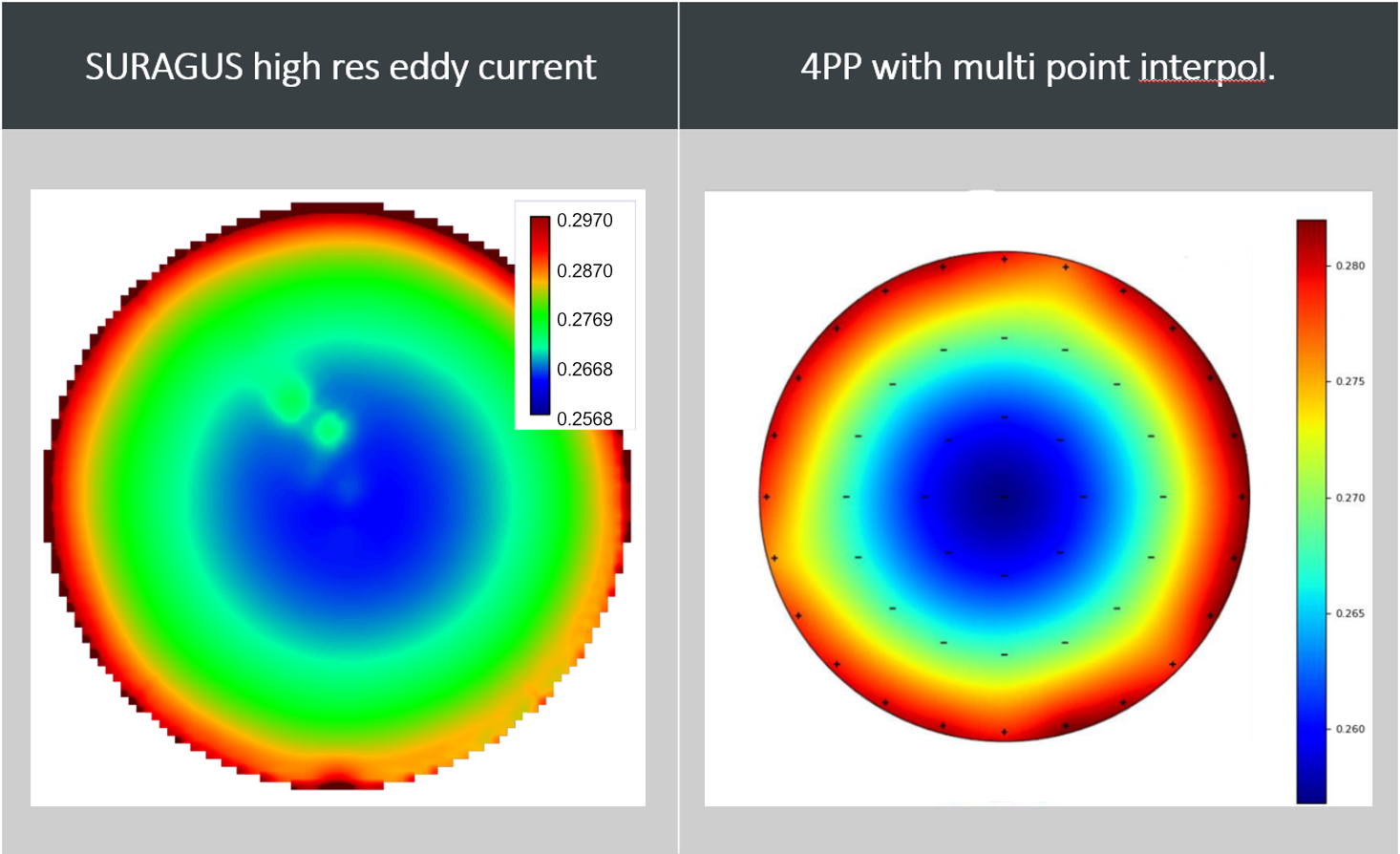
与传统四探针 (4PP) 映射相比,涡流成像具有显著优势。4PP 系统通常仅在有限数量的离散点处采集数据,而涡流成像可在每片晶圆上采集数万个测量点,实现远超前者的空间分辨率和细节表现。
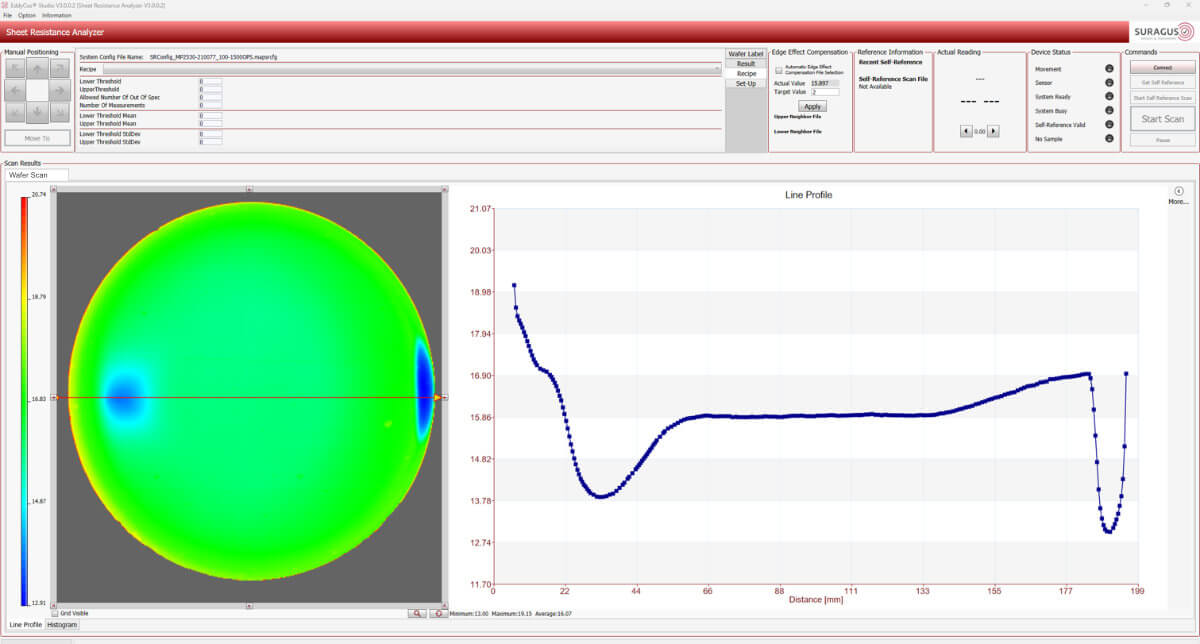
SURAGUS 成像系统支持 2.5 mm 标准扫描步距,并可根据分辨率需求灵活调整,范围从 10 mm 到 0.1 mm。例如,以 2.5 mm 步距扫描 200 mm 晶圆可获得 5,000 余个独立数据点;以 1 mm 步距扫描则可在 1 分钟内完成超过 30,000 次真实测量。
更高的数据点密度提供了更丰富的数据集,支持更精确的工艺控制、缺陷检测和均匀性分析——这对于优化先进半导体制造中的良率和质量保障至关重要。
下图展示了使用两种不同方法对同一片晶圆进行的测量:SURAGUS 涡流成像(左)与 49 点四探针 (4PP) 映射系统(右)。两个关键差异一目了然:
涡流成像的扫描分辨率足以准确解析晶圆倒角过渡处的陡峭方块电阻梯度。尽管倒角紧邻晶圆的物理边缘,测量仍能清晰捕获方块电阻的急剧下降及随后向晶圆内表面标称值的精确回升。
这充分体现了涡流方法的高空间分辨率与高灵敏度——即便在传统测量系统难以触及甚至无法测量的边缘区域亦是如此。该技术实现了快速、非接触、高精度的测量,非常适合先进工艺监控和研发应用。
传统上,四探针 (4PP) 系统需要使用专用测试晶圆,因为该测量方法涉及与晶圆表面的直接物理接触,可能引入污染、表面损伤或应力。因此,许多生产环境不得不在每个批次中额外加入测试晶圆,增加了常规监测的时间、成本和复杂性。
涡流测量技术的出现彻底消除了这些限制。这种非接触技术可直接在生产晶圆上进行测量,不存在任何机械损伤或污染风险。涡流传感器基于电磁感应原理工作,能够对整个晶圆表面(包括边缘和敏感薄膜区域)的方块电阻、金属层厚度、电阻率和均匀性实现快速、精确且可重复的测量。
通过在实际产品晶圆上实现在线或线边表征,涡流测量免除了替代测试晶圆的需求,提供更具工艺相关性的数据,从而显著提升质量控制和良率管理水平。制造商由此可获得对生产工艺的实时洞察,同时减少材料浪费、提高整体效率。
非接触式检测的优势对比