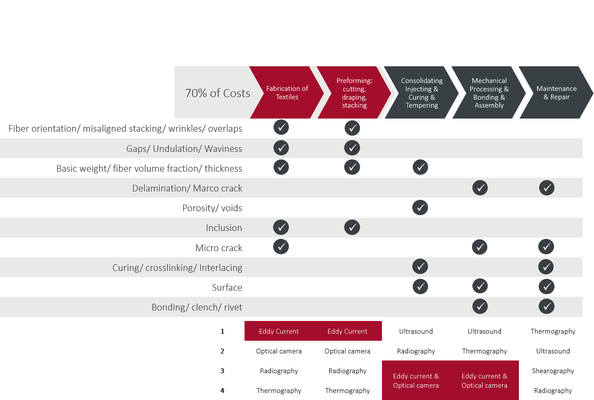
对碳纤维进行非破坏性测试的方法有很多种。SURAGUS 传感器基于电学方法–涡流法。其他方法则使用光学光、X 射线、超声波或热辐射。每种测量技术都有其优缺点。下面的概述清楚地说明了哪种技术在哪个工艺步骤中最能体现其优势。
如果考虑到从粗纱到回收的整个生命周期过程,可以发现 70% 的成本发生在前两个工艺步骤。这些工艺步骤涉及粗纱和 2D/3D 织物的生产,只有在后续工艺步骤中,这些粗纱和织物才会被进一步加工成个性化的复杂部件。因此,生产旨在实现高产出和高度自动化,从而带来巨大的成本压力。SURAGUS 传感器可以监控生产过程和产品质量。产品质量决定了后期组件的性能。未被发现的缺陷会对可承受的拉伸力或组件的稳定性产生重大影响。可以通过无缝监控来优化工艺,使材料投入最小化,工艺速度最大化,而不影响产品质量。生产量越大,即使是微小的变化所产生的影响也越大,监控系统的成本也就越快摊销。
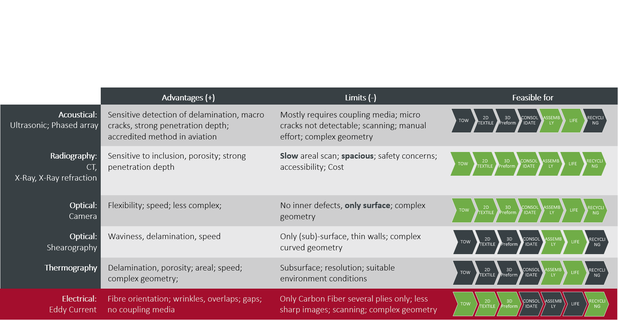
比较结果表明声学和放射学方法穿透深度大,分辨率高。因此,它们特别适用于多层复杂部件。超声波方法需要声音传播的基体和穿透部件的额外介质(通常是水)。照相机仅适用于表面分析。然而,照相机非常容易使用,可以在短时间内查看整个表面,并且经过多年验证。热方法同样可以查看大面积区域,并且穿透深度大,但需要一个热传导矩阵。与声学、放射学或热学方法相比,涡流法的穿透深度较浅,但仍可检查多个堆叠层。因此,它不太适合复杂的三维部件,但注定适用于初始工艺步骤。与照相机相比,涡流法可以检查粗纱的内部,即使在多轴层的情况下,也可以检测到光学隐藏层的特性,例如,可以检测到它们的方向、材料量和间隙以及其他缺陷。
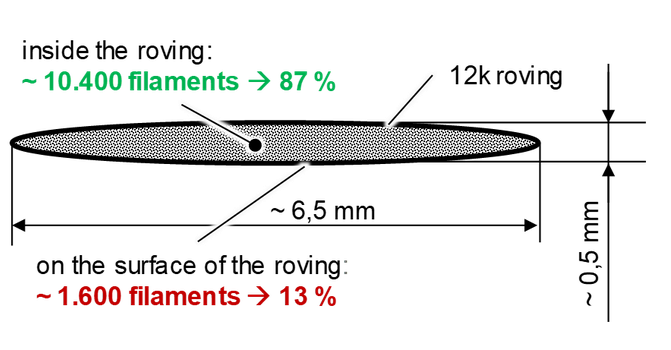
EddyCus® CF 在线 TOW 系统设计用于在线监测粗纱的外部和内部缺陷。它由一台 EddyCam 摄像机和一个涡流传感器组成。摄像头记录粗纱的宽度、偏移和捻度等数据。它还能检测从外部可见的缺陷,如突出的纤维和间隙。涡流传感器可检测粗纱内部的缺陷,如纤维断裂。通过检测外部和内部缺陷,可以完全确定粗纱的质量。12K 粗纱中 87% 的细丝在内部,无法用光学方法检测到。反过来说,这也意味着目前的摄像监控系统无法检测到粗纱中的大量缺陷。作为一种电学方法,涡流法非常适合评估导电纱(电子纺织品)的涂层质量。
EddyCus® CF 在线 GAP 系统是专为在线检测多轴织物的针迹而开发的。该系统能够在生产过程中(在线)检测长度为 10 厘米的布边。即使对摄像头的要求需要更高的分辨率,10 厘米长的巷道分辨率相对较低也有其合理性。因为小巷的长度通常超过 10 厘米,所以被检测到的概率非常高。这样就能很好地统计出隐藏层中巷道的数量和位置分布。
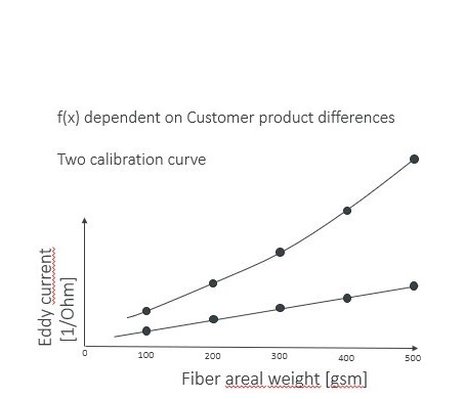
EddyCus® CF 在线化纤磨系统可测量碳纤维材料(如无纺布)在整个生产幅宽上的现有基重,并可实时提供。如图所示,涡流信号与碳纤维材料的基重有很好的相关性。不过,对于不同的材料特性,可能需要使用不同的校准曲线。
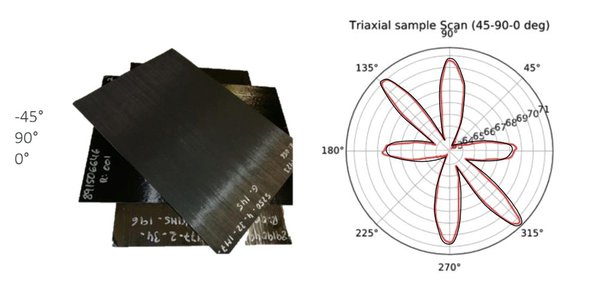
SURAGUS 已开发出在线(EddyCus® CF inline ISO)和离线解决方案(EddyCus® CF rob,带集成套件或 EddyCus® CF map 2530 RMT),用于确定多轴无纺布各层的纤维取向和基重。如果以正确的角度(纤维取向)排列正确数量的纤维(基重),就能确保在所有所需方向上的抗拉强度。通过不间断地监测所有载荷方向,可减少不确定性,从而在不影响质量的情况下减少材料用量。EddyCus® CF 在线 ISO 监测系统有多个传感器头,可分别对每一层进行实时检测。用于集成的 EddyCus® CF rob 或 OEM 套件可用作离线或在线解决方案。涡流传感器安装在现有的机械臂系统上,沿着要检测的三维部件逐行移动。在我们的分析软件 EddyEva 的帮助下,可以在事后进行评估。涡流传感器也可以连接到坐标测量机上,而不是机械臂上。我们的旋转传感器可在所选点上独立旋转,并测量纤维材料在每个角度的各向同性。通过使用参考样本,可以以最佳方式确定质量。