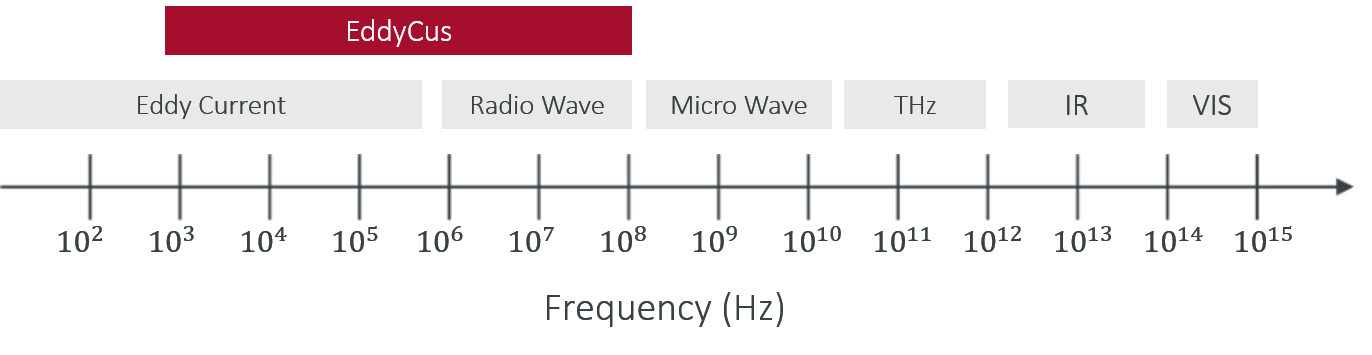
涡流测试方法利用局部电导率的变化来表征质量特性,例如厚度、方块电阻、材料均匀性或其他研究样品中的物理变化。复杂的涡流信号包含有关测试材料的各种信息,在许多情况下可以通过简单或复杂的算法进行分离。所采用的强大涡流电子设备提供 10 kHz 至 100 MHz 的宽频率范围,可根据应用实现不同的灵敏度和穿透深度。所有 SURAGUS 产品均配有用户友好的软件,可进行快速实时评估。
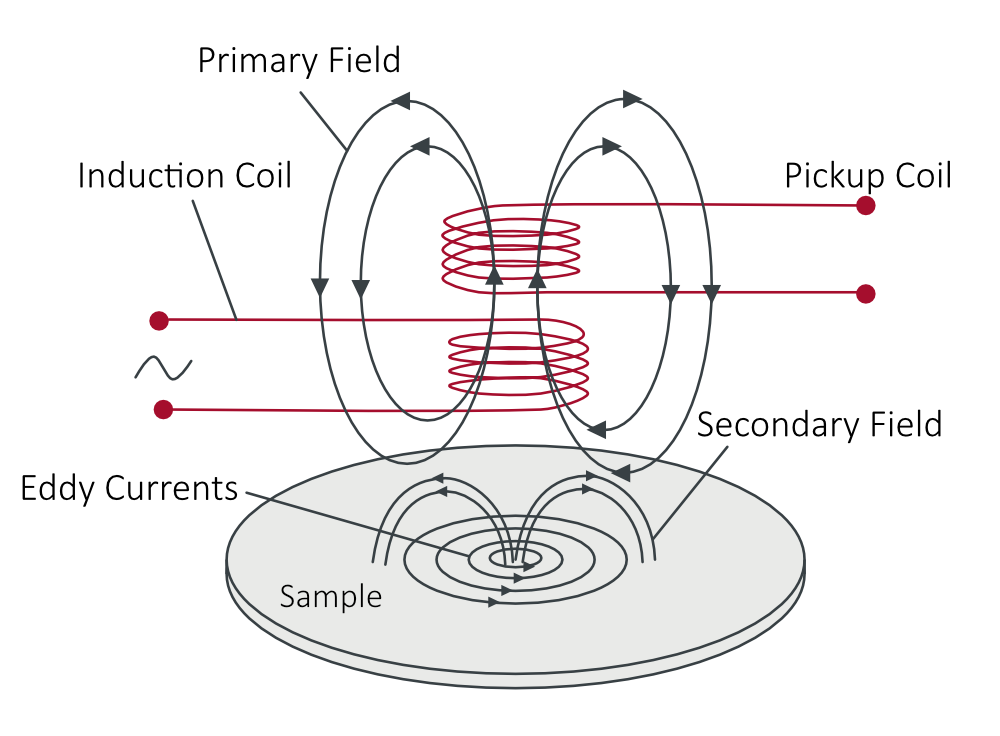
涡流测试法是一种无损检测方法。由于裂纹会导致非常大的局部电导率变化,因此它被广泛用于裂纹检测。然而,在许多其他应用中,高灵敏度和空间分辨率的电导率分析可以帮助解决各种检测任务。其基本原理如下所示。
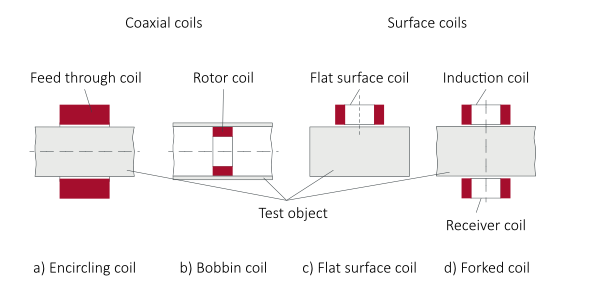
适用于不同应用的非接触式测试解决方案:
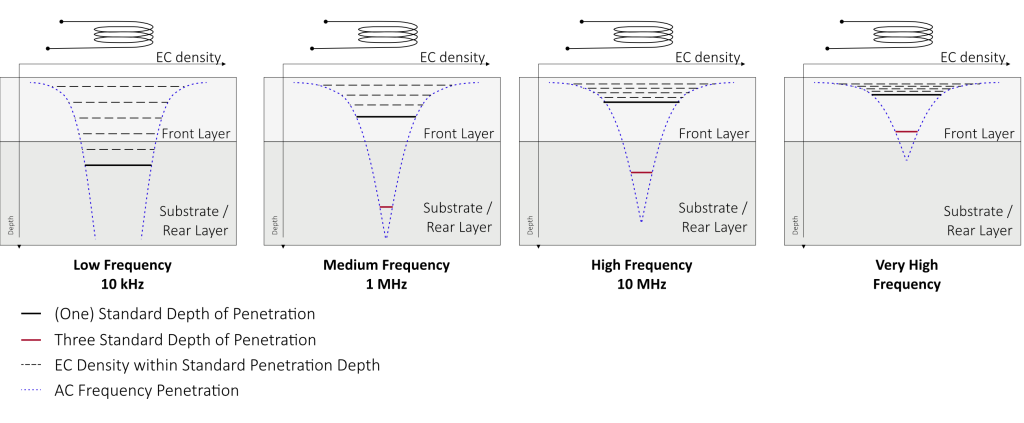
由于涡流检测的灵敏度取决于缺陷位置的涡流密度,因此考虑缺陷位置感应涡流的强度非常重要。通常,会选择一种设置/频率/传感器,使预期的缺陷位于一个标准穿透深度内。这可以确保涡流强度足以产生缺陷指示。
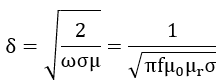
穿透深度取决于材料的磁导率、电导率以及频率。
标准穿透深度是选择表征块体材料的良好测试设置的相关术语。涡流穿透材料的深度受交流电频率、样品的电导率和磁导率的影响。穿透深度随着频率的增加、电导率和磁导率的增加而减小。涡流密度降低到 1/e(或表面密度的约 37%)的深度称为标准穿透深度(d 或 1d),并被用作研究块体材料的理想测量标准。在三个标准穿透深度 (3d) 处,涡流密度仅下降到表面密度的 5%。因此,比此深度更深的缺陷或变化不会对测量效果产生可识别的影响,因此很难检测到。因此,实现适合感兴趣特性深度 (1d) 的标准穿透深度的设置可以实现最佳测试结果。SURAGUS 提供具有不同频率范围的各种传感器,以便对具有不同特性的材料进行最佳测试。
在给定的频率和位置,涡流值位于 P0。当将样品带入磁场或将其移动到不同位置时,复数值会向 P1 偏移。
通过解释数据可以分离电容和电阻效应。例如,通过在 x 轴或 y 轴上投影。
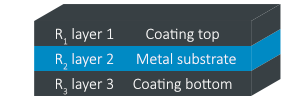
与四探针法相比,涡流法最大的优势之一是可以测量隐藏层。隐藏层是位于另一层之下的层,因此无法从外部接触。这得益于涡流法的特性,它不需要与被研究层直接接触。即使距离被研究的层或材料几毫米,它也能非常有效地工作。
例如,非导电基材可能在绝缘层下方沉积有导电层。在这种情况下,涡流法可以表征该导电层。只要不同导电层的电导率有显著差异,甚至可以将它们相互分离。为了精确评估您的特定应用是否可以测量,请联系我们的团队。
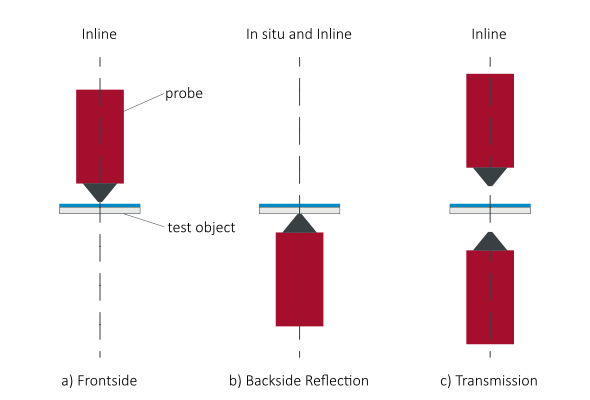
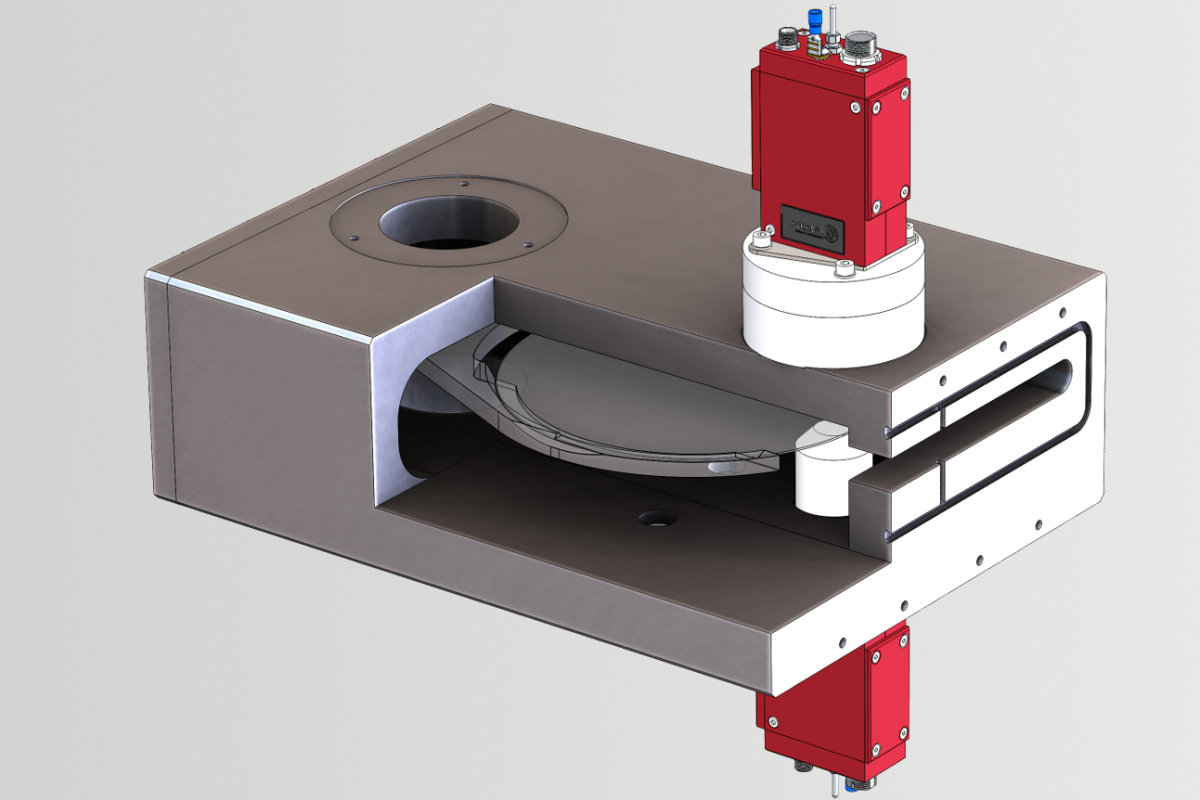
涡流测量设置包括单面和双面设置。两者都被广泛使用,但每种方法都有其优缺点。
双面透射模式传感器和工具在距离晶圆较远的地方工作,对晶圆表面垂直位置具有极高的容差。这意味着同一套设备可用于立即测量薄晶圆和厚晶圆,而无需耗时的设置更改。大型传感器元件的间隙可达 100 mm,使双面透射模式成为机器人搬运和集成到工艺工具中的理想选择,且无需额外的工具空间或处理时间。
反射模式(单面,即正面或背面)工具最适合小至 1 mm 的光斑尺寸。其权衡在于需要精确的距离控制,并且在灵敏度方面存在局限性。这可以实现穿透深度的调整,从而能够专注于对碳化硅 (SiC)、砷化镓 (GaAs) 和硅 (Si) 材料的硅锭和晶棒级别的表面区域进行电阻率测量。
频率范围的灵活性支持宽测量范围设置,使同一设置能够跨越 6 个数量级进行测量。
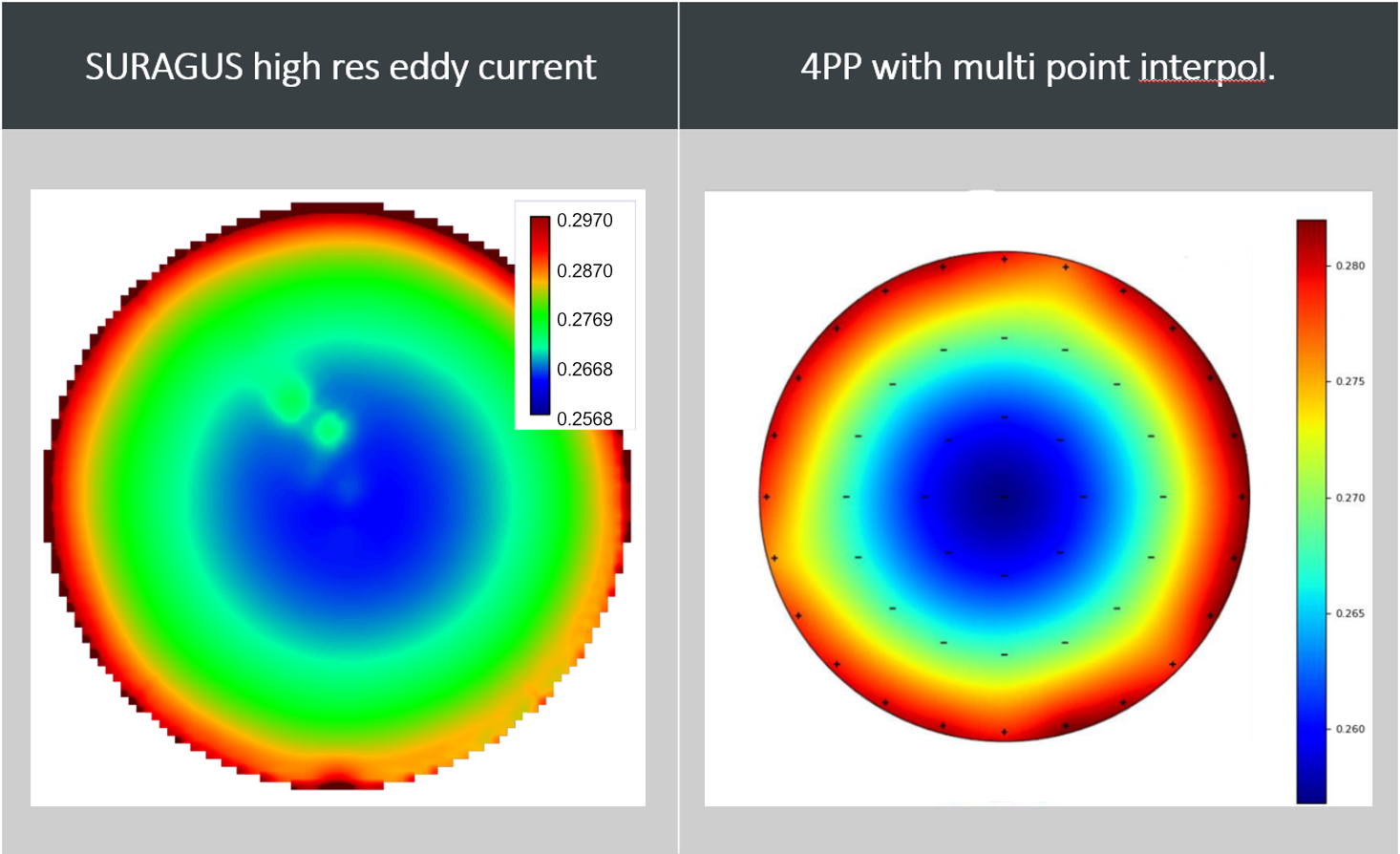
与传统的四探针 (4PP) 映射相比,涡流成像具有显著优势。虽然 4PP 系统通常在有限数量的离散点收集数据,但涡流成像在每个晶圆上捕获数万个测量点,从而实现更详细、空间分辨率更高的分析。
SURAGUS 成像系统支持 2.5 mm 的标准扫描间距,并提供从 10 mm 到 0.1 mm 的灵活选项,具体取决于所需的解析度。例如,以 2.5 mm 的间距扫描 200 mm 的晶圆可产生 5,000 多个单独的数据点,而 1 mm 的间距可在 1 分钟内产生超过 30,000 次真实测量。
更高的点密度提供了更丰富的数据集,支持更精确的工艺控制、缺陷检测和均匀性分析——这对于优化先进半导体制造中的良率和保持质量至关重要。
在所示图像中,使用两种不同的方法测量同一块晶圆:SURAGUS 涡流成像(左)和 49 点四探针 (4PP) 映射系统(右)。两个关键区别显而易见:
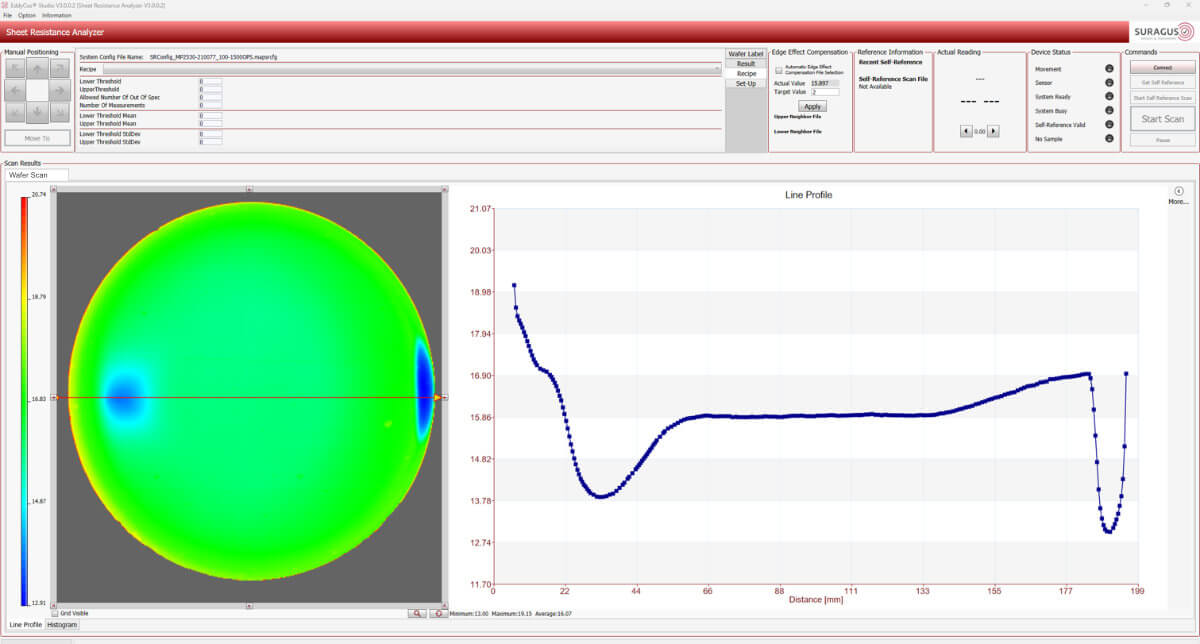
涡流成像的扫描分辨率足够高,可以准确解析倒角过渡处陡峭的方块电阻梯度。尽管倒角直接位于晶圆的物理边缘,但测量清楚地捕获了方块电阻的急剧下降,随后精确回升至晶圆内表面的标称值。
这证明了涡流方法具有高空间分辨率和灵敏度——即使在传统系统难以测量或根本无法测量的具有挑战性的边缘区域也是如此。该技术提供快速、非接触且高度准确的测量,非常适合先进的工艺监测和研发应用。
传统上,四探针 (4PP) 系统需要使用专门的测试晶圆,因为测量方法涉及与晶圆表面的直接物理接触,这可能会引入污染、表面损伤或应力。因此,许多生产环境不得不通过在每批次中加入测试晶圆来调整其工艺,这增加了常规监测的时间、成本和复杂性。
然而,随着涡流测量技术的引入,这些限制已不再是问题。这种非接触技术可以在生产晶圆上进行直接测量,而没有任何机械冲击或污染的风险。涡流传感器通过电磁感应工作,可以对整个晶圆表面(包括边缘和敏感薄膜)的方块电阻、金属层厚度、电阻率和均匀性进行快速、准确且可重复的测量。
通过在实际产品晶圆上进行在线或线边表征,涡流测量消除了对替代测试晶圆的需求,并提供了更相关的工艺数据,从而增强了质量控制和良率管理。制造商现在可以获得对其工艺的实时洞察,同时减少材料浪费并提高整体效率。
非接触式测试的卓越性能