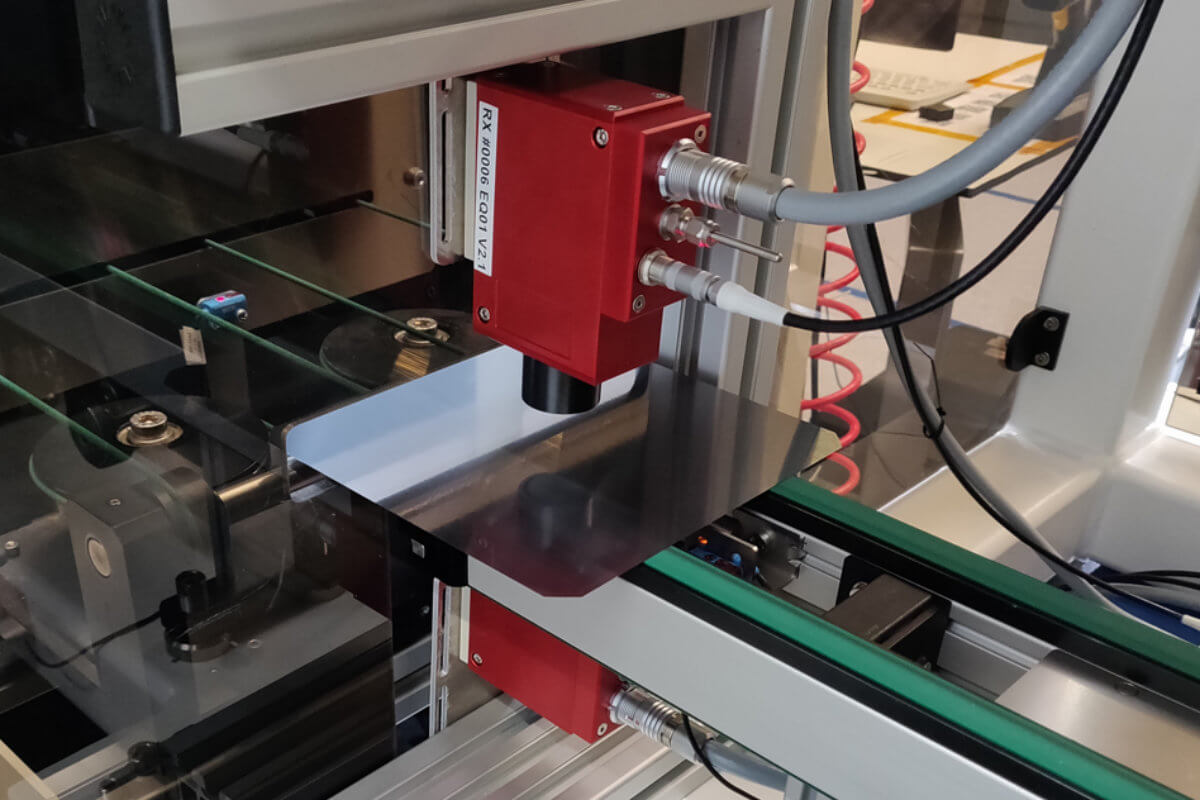
涡流法发射率测试利用了发射率与方块电阻之间的相关性,这一原理自 20 世纪 80 年代后期以来一直被建筑玻璃行业所采用。在这里,利用了银涂层在与入射可见光相互作用时传输电子的能力。可见光基本上会感应出一种电磁波,在原子尺度上,电子被束缚在特定轨道周围振荡,在玻璃等绝缘材料中不会产生相关的能量损失。一旦这种电磁波击中薄银层(例如低发射率涂层),电子就能够脱离其位置并开始在金属薄膜内移动,并在那里迅速失去能量。因此,传输电流的能力与 Low-E 性能相关。由于使用涡流测试进行方块电阻测量非常易于实施,该技术已成为玻璃加工行业表征发射率的关键技术。涡流发射率测试的主要优势包括:
用于单点测量
便携式涡流设备专为产品质量的快速随机抽检而设计——通常用于收货环节或在生产后检查特别大的部件。
要进行测量,请将设备放置在目标表面上。按下 “测量” 按钮,一秒钟内即可显示结果。
每次测量都在测试的特定点提供精确值——在灵活性和速度至关重要的地方提供即时、可靠的反馈。
我们的便携式系统是快速抽检测量的理想选择——无论是在收货环节、过程检验期间,还是对于固定设置不切实际的大尺寸部件。
只需将便携式单元放置在待测表面上,按下 “测量” 按钮,一秒钟内测量值就会出现在显示屏上。
每次读数都代表测量点的精确值——无论您在哪里需要,都能为您提供快速、可靠的反馈。
用于全区域图像
我们的技术提供关于产品质量的高度详细的全表面信息——从而能够对工艺质量和稳定性得出有意义的结论。这些数据支持对制造工艺(如资源效率、吞吐速度)和产品本身(如提高均匀性、符合最低规格)进行有针对性的优化。
测量时,将样品放置在测量场的中心。预制支架(如用于晶圆的支架)可确保精确的中心定位。只需放入样品,关闭盖板,然后按下“开始测量”即可。
结果:由数千个单独测量点生成的整个层的高分辨率伪彩色图。这种可视化让您一目了然地获得可操作的见解。
用于连续单点测量
我们的在线系统能够在生产步骤之前、期间或之后连续获取工艺质量和产品特性的数据。这种实时监控是生产自动化的基础,而生产自动化依赖于精确可靠的传感器数据。
系统无缝集成到您现有的生产线中。一旦操作员启动测量,所有数据都会自动记录并存储在中央数据库中。
根据系统配置,输出包括一个或多个线条轮廓——位于中心或跨层的关键点——实时提供对质量趋势和工艺稳定性的清晰洞察。
光学涂层可能需要薄膜来增加红外 (IR) 波长重要部分的反射 (R),例如用于建筑玻璃及其翻新改造的遮阳和低发射 (Low-E) 应用。除了种子层和氧化层外,这些通常是硬质(热解)和软质(PVD 或 MSVD)镀银薄膜。脱碳趋势要求从高太阳得热 Low-E 到低太阳得热 Low-E 具有更高的性能。这可以通过单银、双银和三银 Low-E 实现,应用于双层中空玻璃 (IGU) 或三层 IGU 的第 2 面、第 4 面或第 6 面。最后,Low-E 涂层性能通过 U 值(传热系数)、太阳得热系数 (SHGC)、可见光透射率 (VLT) 以及光热比来描述。
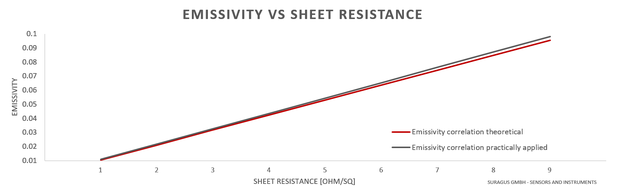
电磁波在物质中的传播由麦克斯韦方程组描述。透射率、反射率和吸收率的值可以从这些方程的解中推导出来。工业界和科学界对可见光与涂层的相互作用进行了深入研究,并对该方程组进行了简化和评估。考虑到基尔霍夫定律(发射率 ε = 吸收率 α),麦克斯韦关于吸收率的方程得出 εn = αn,IR = 4·R□/zo,其中 R□ 是涂层的方块电阻,zo = 377 Ω 是真空波阻抗。由此得出 εn = (4 / 377 Ω) · R□,通常写为 εn = 0.01061·R□。工业界在将此公式应用于质量保证 (QA) 和过程控制时,通常会增加一些“安全余量”。通常使用此公式 e = 0.0108 Rsq。您可以通过选择发射率作为参数,使用我们的 发射率计算器 来计算发射率与方块电阻的相关性。
理论相关性:εn = 0.01061·R□ 以及 实际相关性:εn = 0.0108·R□
数值计算表明,对于厚度在 5 nm 至 20 nm 范围内的银层,发射率 Ԑ 并不显式依赖于薄膜厚度。欲了解更多信息,请参考 J. Szczerbowski 和 A. Dietrich 的《低发射率涂层光学和热学性能的评估与控制》,SPIE 第 302 卷 (1988)。
工业和研发实验室根据每天的测量样品数量、测量点密度和自动化水平有不同的要求。因此,通常应用四种主要的测试类型:
除了典型的质量评估 (QA) 方面,高质量玻璃加工企业还需要短时间的启动运行以及快速的故障和缺陷检测。对沉积和钢化过程均匀性的控制以及停机时间的减少,有助于提高建筑玻璃、汽车玻璃(如挡风玻璃)和运输玻璃应用的质量和生产率。这些解决方案满足了涂层设备制造商、钢化工艺设备制造商以及玻璃加工行业的需求。